|
һ���x�ͺ���ָ��
1. ���|(zh��)�x��
��(y��u)���x�� HT200-300 �ҿ��T�F���䏊(qi��ng)�ȡ�Ӳ���c��(w��n)�����m�亸�ӈ�(ch��ng)����������ͨ�T�F��׃�Ά�(w��n)�}��
Ҫ����|(zh��)�o(w��)�A����ɰ�ס��Ѽy��ȱ�ݣ��_�����������Ͼ��ȱ����ԡ�
2. ���ȵȼ�(j��)�x��
00 ��(j��) / 0 ��(j��)���m���ڸ߾��Ⱥ��ӡ��z�y(c��)��(ch��ng)�����������c(di��n)��ƽ����`��С���ܝM���(y��n)������Ҫ������(y��ng)�ɱ��^�ߡ�
2 ��(j��)���m���ڳ�Ҏ(gu��)���ӡ��b�����I(y��)���������c(di��n)���ԃr(ji��)�ȸߣ�ƽ����c��(w��n)���Լ���ɝM�����(sh��)�ճ���������
3 ��(j��)���m�������d���ӡ��ּӹ���(ch��ng)�����������c(di��n)�dz��d������(qi��ng)���Y(ji��)��(g��u)�����㣬����Ҫ���m�У��m�����d�����I(y��)��
3. Ҏ(gu��)���c�Y(ji��)��(g��u)�x��
�ߴ�ƥ�䣺�_(t��i)���L(zh��ng)����ȹ��� / �O(sh��)��������� 200-300mm���A(y��)���������g��
�Y(ji��)��(g��u)�x����̶������x T �Ͳۿ�H��֧���xƽ����ߴ磨��3000mm���x�ӏ�(qi��ng)���ʽ��
�����f(shu��)����������Ҏ(gu��)Ҏ(gu��)����x��ƴ�ӻ��ƣ����_��֪�ߴ硢���d��T �Ͳ�����
�������bҎ(gu��)������
1. ���bǰ��(zh��n)��
��(ch��ng)��Ҫ���b������Ӳ��̎����ƽ�����`��≤3mm/m���h(yu��n)�x�C(j��)�����L(f��ng)�C(j��)������(d��ng)Դ��
���ߜ�(zh��n)�䣺���ÿ��{(di��o)�|�F����(sh��)����ƽ�_(t��i)�ߴ�ƥ�䣩��ˮƽ�x������≥0.02mm/m�������֡�
2. ���b���E
�� “����֧��” ԭ�t�[�ʼn|�F������ƽ�_(t��i)֧���c(di��n)�g����^(gu��) 1.5m��
���bƽ�_(t��i)�r(sh��)�Ì��õ��ߣ�������ײ�����棬���������ډ|�F�ϡ�
��ˮƽ�x�z�y(c��)�v�M��(du��)�Ǿ�ˮƽ�ȣ�ͨ�^(gu��)�|�F�{(di��o)���_(d��)��(bi��o)��
�o�̉|�F�̶���˨����(f��)�˾��ȟo(w��)ƫ��������_(t��i)���s�|(zh��)����ʹ�á�
�����ճ�ʹ���c�S�o(h��)
1. �ճ�ʹ��Ҏ(gu��)��
���dҪ��(y��n)�����^(gu��)�~�����d������ֲ����ж��d�������p���p�Ʋ���ק��
�������ɣ������_(t��i)����ֱ�Ӻ��ӡ���ĥ������ߜء��_���p�������档
�h(hu��n)�����ƣ�����܇�g�ض� 15-25�桢���≤70%������(ji��)���ó����O(sh��)�䡣
2. �ּ�(j��)�S�o(h��)����
ÿ�գ����I(y��)ǰ���坍�_(t��i)���Fм�����ۣ���Ϳ���Է��P�ͣ��z��֧�η�(w��n)���ԡ�
ÿ�ܣ��坍ƽ�_(t��i)�ײ���֧���棬��(f��)��ˮƽ�ȣ�̎��С�P�E�c���ۡ�
ÿ�£�ȫ������Q���P�ͣ���șz���Пo(w��)�Ѽy��У��(zh��n)����ƫ�
�e�ã���15 �죩����Ϳ���P֬�����w��ˮ���m�֣�ÿ��ͨ�L(f��ng)�z�� 1 �Ρ�
�ġ���Ҋ(ji��n)��(w��n)�}��Q
1. �����½�
ԭ��֧�β��������d���h(hu��n)���ز��
��Q��������ƽ�|�F�������d�ɣ���(w��n)���h(hu��n)���؝�ȣ���Ҫ�r(sh��)�͙C(j��)��(g��u)У��(zh��n)��
2. �����P�g
̎�����p�P�E�� 400 Ŀ��(x��)ɰ��պ�ʹ�ĥ����(y��n)���P�g�茣�I(y��)�����ޏ�(f��)���ӏ�(qi��ng)������
3. �_(t��i)���Ѽy / ׃��
�Ѽy����ȣ�0.5mm �ɴ�ĥ�ޏ�(f��)���� 0.5mm ���h��(b��o)�U�S��
׃�Σ��Ƴ��d�ɣ��z��֧�Σ��p׃�ο�У��(zh��n)����(y��n)��׃������Q��
4. T �Ͳۿ���
ԭ���s�|(zh��)�ѷe���P�g��
��Q����ëˢ + ��ҪӰ������ۃ�(n��i)�s�|(zh��)��ͿĨ���P֬���_����˨��ж형���
�塢�(y��n)���c�惦(ch��)Ҫ�c(di��n)
1. �(y��n)�պˌ�(du��)
�ˌ�(du��)����(sh��)���ߴ硢���ȵȼ�(j��)�����|(zh��)�C��������o(w��)ɰ�� / �Ѽy��ȱ�ݡ�
�z�y(c��)���ȣ���ˮƽ�x��(f��)��ƽ��ȣ��_���������x�ȼ�(j��)��(bi��o)��(zh��n)��
2. �惦(ch��)Ҫ��
��ŭh(hu��n)��������ͨ�L(f��ng)�����⳱�����h(yu��n)�x���g�Ԛ��w��
�ѷ�Ҏ(gu��)�������ѯB���ã��_(t��i)���ϲ��L(zh��ng)�ڶѷ��������֧�Ή|�Fԭλ��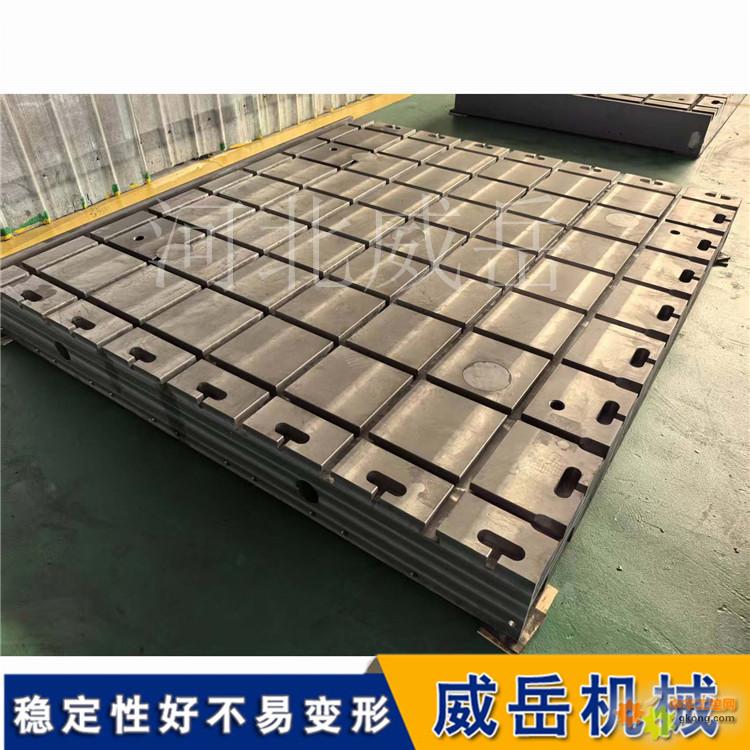
|

