|
���̣��_��������ˮƽ���c������
T�Ͳ�ƽ�_�İ��b�c�{ƽ�DZ��Ϲ�����ˮƽ�ȡ��i�����ʾ��ȵ��P�I�h������������Ҏ���������x�ͣ�Ҳ�����¹������cƫ��O���\�л΄ӡ����IJ���ǰ�ڜʂ䵽�����β��ȫ�˜����̣�����T�Ͳ�ƽ�_���b���T�FT�Ͳ�ƽ�_�{ƽ��������ˮƽ�ȵȸ��l�P�I�~������Ҏ��������ƽ�_������ʯ��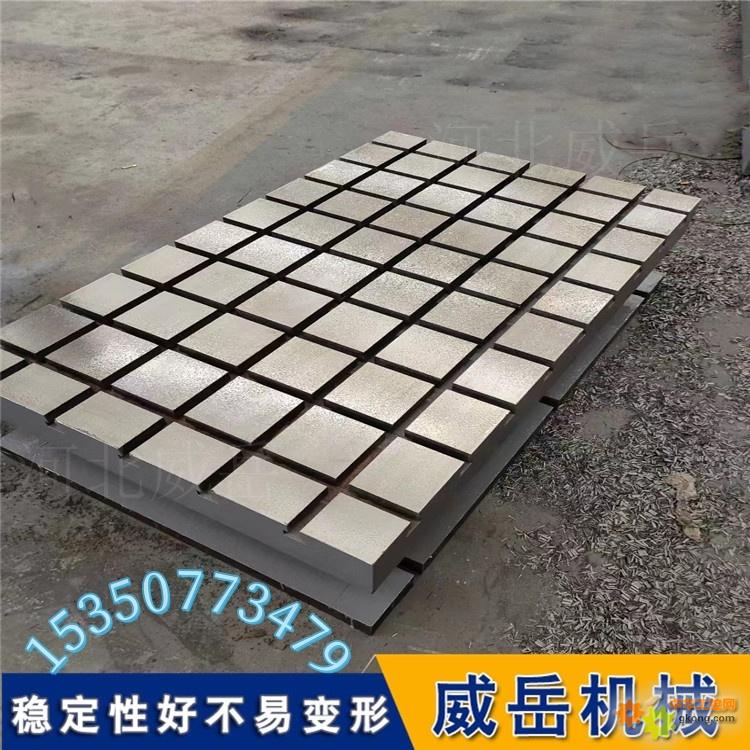
һ��ǰ�ڜʂ䣺3헻��A�������ξ��ȸ���
1.�����c���ߜʂ�
����Ҫ���b�������≥T�Ͳ�ƽ�_����+�d�ɵ�1.5��������ƽ�����`��≤0.5mm/m�������s����ۣ�������ܛ������������ߣ�����ˮƽ�x������0.02mm/m������ʽˮƽ�x��0.02mm/m����Ť�ذ��֡�10.9�����{���_��˨���p��|��30-40mm�����坍�������b�O�䣨����ƽ�_�ã���
ƽ�_�A�z���_�J�T�FT�Ͳ�ƽ�_�o�\ݔ׃�Ρ��_�ѣ�������oɰ�ۡ�ë�̣�T�Ͳۃȟo�Fм���ˌ����S���Ȉ�棨00��/0��/1������
2.���cҎ��
�����I�����ӛ���bλ�ã��A��≥300mm�������g���h�x�C�����L�C�����Դ�������ɔ_��
�_��T�Ͳ��_�ڷ����c���b�A�߰��b����һ�£��p�ٺ��m�{���韩��
�����˜ʰ��b���̣�4��Ҏ����λ
1.һ����ƽ�_ƽ����λ
�p��ƽ�_��≤5�����˹����\������ƽ�_��≥5�����õ��b�O���o���������·�����ӛλ�ã�ƫ��≤5mm��
������ײ�����Ӳ���ֹ������p��������ƫ�ơ�
2.���������_��˨���b
��ƽ�_�ĽǼ��в��P�I�c���b���{���_��˨���g��≤800mm������ƽ�_≤600mm�����_����˨�c���b���N�ϣ�
�����{����˨�߶ȣ�ƽ�_���������ˮƽ���A��5-10mm�{���g��
3.���������p��|��O���m����ӈ�����
�z�y��늙Cԇ�Ȉ������ڵ����c����֮�g���b�p��|�������≥0.12������ӂ��f��≤8%��
�p��|���c���_��˨λ�Ì��������������������Aб��
4.���IJ��������̶�
�p�p�i�o���_��˨���i�o��ĸ���̶�ƽ�_����λ�ã����Q�o�����{ƽ�A���{�����g��
�z��T�Ͳ��Ƿ�형����o������׃�Ρ�
������˜ʣ�4�ָ�˴_�J�_��
1.ˮƽ�șz�y
��ʽˮƽ�x�ؿv�M���Ǿ���Μy�������ݟo���@ƫ�ƣ��`����ό������ȵȼ�Ҫ��
2.ƽ��șz�y
�ü������x�z�y��00��≤0.02mm/m��0��≤0.04mm/m��1��≤0.08mm/m���o�ֲ�����ݡ�
3.�����Ԝyԇ
���d�o��24С�r��ͺˣ�ˮƽ��׃��≤0.005mm/m��
���ؘ�����d�ɵ�80%���ڹ����治ͬλ�ã�ƽ�_�o�³����Aб��
4.ӛ䛚w�n
����b�{ƽӛ䛱������������xУ�ʈ�棬������m�S�o�͙z��
�ġ��ܿ�ָ�ϣ�5���P�I����
���_��˨�g�ࣺ����ƽ�_����ܣ������в��ҿՌ��¾���Ư�ƣ�
�p��|�����ã���ӈ���������ͨ���z�|����t��ӂ��f�ʳ�30%��
�{ƽ��������i�o��˨���{ƽ����t�o��У�ʣ�
���ڏ͙z��ÿ3������ˮƽ�x�ͺˣ�ÿ�꼤��У�ʣ������ػ�������
�坍���B�����b��ͿĨ���P�ͱ��oT�Ͳۣ������P�g��
T�Ͳ�ƽ�_���b�c�{ƽ�ĺ�����“���c�������������ֲ�У��”����ѭ�˜����̣����ܴ_��������ˮƽ���c�������_�ˣ���z�y���O���b�䡢���b���c�ṩ�ɿ����ʣ��������b�������µľ������M�c���I������
|

